






关键词 |
喷涂线回收上门,深圳喷涂线回收,喷涂线回收价格,喷涂线回收电话 |
面向地区 |
全国 |
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
尽管UV自动喷漆线技术具有诸多优势,但也面临一些挑战。例如,对UV涂料的配方和固化设备的要求较高,需要控制固化过程中的紫外光强度和时间。此外,UV涂料的成本相对较高,需要在成本和性能之间找到平衡。针对这些挑战,行业正在通过技术创新和工艺优化来提率和降低成本。
五、未来发展趋势
随着技术的不断进步和环保要求的提高,UV自动喷漆线技术的应用预计将进一步扩大。未来的发展方向可能包括提高UV固化的效率,开发更经济的UV涂料,以及整合更的自动化和智能化技术,以提高生产效率和涂装质量。
总结:
UV自动喷漆线技术凭借其率、环保性和的涂装质量,在现代制造业中扮演着越来越重要的角色。虽然面临一些挑战,但通过不断的技术创新和工艺改进,这一技术无疑将在制造业的表面处理和涂装领域发挥更大的影响。
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
喷塑线是一种用来喷涂塑料的工具,它可以将各种颜色的涂料喷洒到物体表面上。
1:什么是喷塑线?
喷塑线,也称“喷涂机”、“油漆线”或“涂刷线”。是将金属粉末、颜料和溶剂通过高压空气输送到工作区域的一种机器设备。它由两个主要部分组成:个部分是金属粉末库;第二个部分是油料存储区。当使用者需要喷涂时,只需将喷枪放入个部分即可完成操作。第二部分则可以根据需要自由选择使用不同类型的喷枪进行喷涂。喷漆线分为两种:单喷式和双喷式。单喷式喷漆线一般用于喷涂较小面积表面,如汽车车身。双喷式喷漆线多应用于大型工件的喷涂,如轮船、火车头等部件。
2:怎么使用喷塑线进行喷涂?
要使用喷塑线进行喷涂,需要准备一个喷枪。根据不同的应用场合和要求,可以选择不同类型的喷枪来满足需求。其次是安装喷头:在装有喷塑产品的机器上或者箱体内壁周围开孔放置喷嘴,即可将喷射到物体表面。后是调整距离:当使用喷枪喷射时,如果感觉喷射不够远或不足时,可适当调节喷距,使其接近目标物。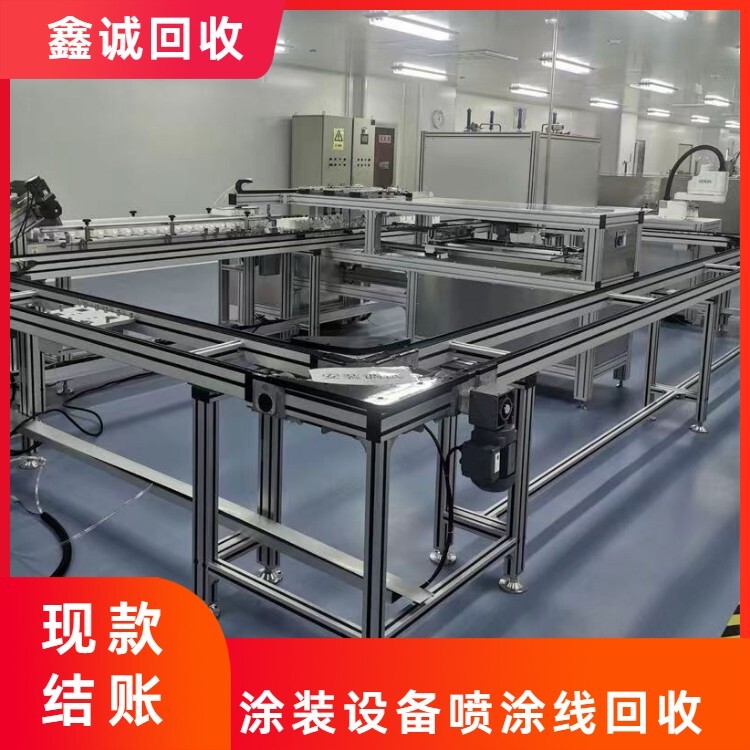
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
自动线的基本规格包括生产线长度、宽度、高度以及喷涂工位数量等。生产线长度根据生产需求和场地条件来确定,一般可以定制不同长度的生产线以满足不同生产规模的需求。生产线宽度和高度则根据被喷涂物体的尺寸和喷涂工艺要求来设定,确保物体能够顺利通过生产线并完成喷涂作业。喷涂工位数量也是根据生产需求来设定的,可以根据需要增加或减少工位数量。
喷漆自动线的喷涂设备是其核心部分,其规格直接影响到喷涂效果和生产效率。喷涂设备的规格包括喷涂机的型号、喷枪数量、喷涂压力、喷涂速度等。喷涂机的型号可以根据不同的涂料种类和喷涂要求来选择,例如水性涂料和油性涂料需要不同类型的喷涂机。喷枪数量则根据喷涂面积和喷涂效率来设定,多个喷枪可以同时工作,提高喷涂速度。喷涂压力和喷涂速度也是根据具体工艺要求来调整的,确保涂层均匀、光滑。
喷漆自动线的传输设备用于将被喷涂物体从一个工位传输到另一个工位,其规格包括传输方式、传输速度、传输精度等。传输方式可以是链条式、滚轮式或悬挂式等,根据被喷涂物体的形状和重量来选择适合的传输方式。传输速度则根据生产需求和喷涂工艺要求来确定,既要生产效率,又要避免过快导致喷涂不均匀。传输精度也是非常重要的,确保物体在传输过程中能够准确地对齐到每个工位,喷涂质量。
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
汽车工业往往面临较大的产能压力,因此保障生产线的生产质量是头等大事,如果汽车在生产当中出现瑕疵,那么再进行维修弥补会产生的成本损失。汽车涂装本身涉及多种化学材料的运用,操作手法要求很高,因此很少使用人工操作,绝大多数的汽车生产厂家都已经加装了自动化涂装机器人。每一种涂装材料的选择和使用都经过了大量的实验和试生产,确保在大程度上符合预期的设计参数,也能够平衡成本与营销的比重。涂装过程大致要经过五个步骤的处理,汽车要经过五次的反复烘烤才能达到好的效果。以下是详细的工艺介绍。
(一)底漆工艺
汽车涂装就如同化妆一样,在施加色彩之前,要进行打底工作。,汽车要在表面进行底漆的喷涂,处理的方式是直接喷涂。作为整个喷涂流程的基础,底漆要具有良好的物理性能,比如说要耐腐蚀、抗水性和抗温差性能较好,这样才不至于提早损坏。想要把底漆喷涂在车身表面,并且要与中漆进行良好的配合,需要借助阴极电泳漆的方式开展,当然,在进行阴极电泳的过程中,也会使用一些溶剂类型的底漆以及其他不同种类的底漆材料进行配合。需要注意的是,电泳喷涂是一项成本不低且技术要求的工艺,出于控制成本的考虑,企业可以使用溶剂型环氧类型的烘漆来代替,如果不具备相应的条件,也可以使用双组份环氧类型的底漆材料。总而言之,底漆工艺施工当中可供选择的喷涂工艺是比较多的,企业可以根据实际情况进行选择。
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
为喷漆作业设立的车间或的可能燃烧的空间应被为轻度危险区域,但禁止所有明火,以防止外来火种进入。涂装工程的设计应符合相关耐火等级和工厂建筑防爆及安全疏散的要求。建筑结构、构件和材料的选择应符合防火防爆的要求。疏散门的小宽度不应小于0.8m,并应在疏散方向打开。疏散走道的净宽度不应小于1.4m;疏散设施应当配备应急照明和安全疏散标志 涂装车间应从有利于安全、健康、防火、节能、环保等设计要素出发,正确划分区域,安排工艺路线。采取必要的分区和隔离设施,并注意防火间距和防火分区。进入火灾危险区域前,油漆车间的中央空调布置管道应设置防火阀。
(5)使用性能的喷枪应为安全低压枪馈电和电路反馈技术设置恒流源输出控制。当喷枪电极靠近接地工件时,高压发生器会相应降低输出电压,当与地短路时会自动切断电源。选择合理的工艺参数,尽可能低气压、低电压进行静电喷涂,电压输出宜为30-70kv。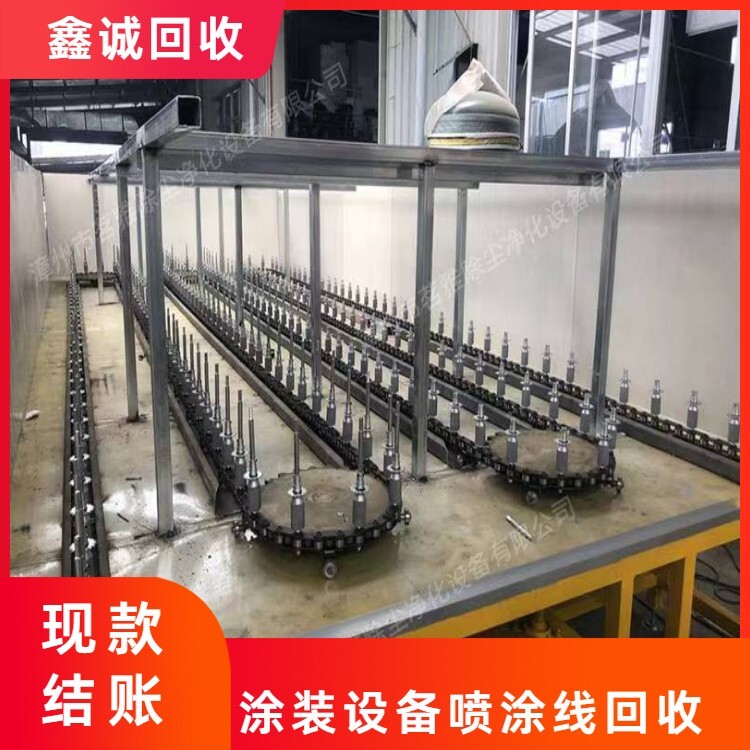
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
粉末喷涂室的通风根据开口的截面进行调整,以确保粉末喷涂室的开口处没有粉末逸出。同时,喷涂过程中的总回收空气量应确保过喷粉末的浓度处于其爆炸下限。与喷粉舱连通的回收净化装置应设置一个面向室外空间的快速泄压口,以防止爆炸事故的发生。喷粉仓内高风速吸尘管道入口处应安装网格或磁分离装置,防止金属或硬物进入管道,因摩擦和碰撞产生火花。喷粉舱内应设置清粉机构,好进行连续清粉,以保持舱内无沉积粉末。回收风管、水平管、弯管等处的风速。用于粉末吸收的空间足够大(≥15m/s ),以确保管道中没有粉末积聚,并防止喷涂空间中的粉尘爆炸造成更具破坏性的二次爆炸。喷粉仓内使用火焰探测器和联动灭火装置,喷粉仓和回收装置之间的连通气管上设有隔断阀
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
载货汽车车桥是非常重要的底盘零件,承担着传动、承载等功能,主要有冲焊桥与铸造桥两种类型。涂层要求具有良好的防腐性,如,有的厂家要求车桥总成(外表面)涂层厚度≥50 μm、耐中性盐雾≥168 h,有的厂家要求车桥总成(外表面)涂层厚度≥60 μm、耐中性盐雾≥240 h。
国内载货汽车车桥总成涂装普遍采用总成喷漆工艺。由于车桥总成的热容量大,部分配件(油封、垫圈等)不能耐高温,一般选用低温烘烤型防腐涂料,溶剂型涂料有氯化橡胶、氯醚、氯磺化等品种,水性涂料有丙烯酸改性环氧酯、丙烯酸改性醇酸等。目前,低温烘烤型单组分水性防腐涂料应解决涂层的干燥速度慢,涂层初始硬度低的问题。车桥做为载货汽车底盘的典型零件,要求涂层具有良好的防腐性的同时,有的产品也考核耐候性,单涂层体系需要防腐涂料在配方设计上综合考虑。车桥产品采用“环氧防腐底漆+丙烯酸聚氨酯面漆”的双涂层体系,涂层综合性能。
为了提高喷涂效率、喷涂质量,产量较大的车桥总成涂装线采用地桩式喷涂机器人,高压无气或混气喷涂工艺。由于车桥外观形状与结构比较复杂,通常采用“机器人+人工”的喷涂方式,人工喷涂的目的是弥补机器人喷涂无法达到或喷涂不到位的区域,以提高整体喷涂质量。对于外观质量要求不高的非重要部位,可以使用漆刷进行点补或刷涂。
由于车桥总成零部件品种较多,需要加强对毛坯与零部件的底漆质量管控,选用防腐性能优良的底漆;车桥总成装配后难涂装或涂不到涂料的部位,需要结合零部件特点进行涂装工艺改善或防锈处理;车桥总成喷漆前应进行脱脂、磷化处理,水洗工序应考虑防锈,避免工件工序间生锈;根据车桥产品及后续装配要求,应对突缘、车轮螺栓、安装孔等部位进行遮蔽处理。
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
而经湿试(手洗式 )漆雾收集设备解决过的喷漆室水分含量扩大,需去湿控温后才可循环利用,称之为湿试循环;不论是干试循环及其湿试循环,都仅能祛除排风系统中的漆雾及细颗粒物,VOC基本上除不出,故务必严控喷涂工作工装夹具中的VOC成分,即在人工服务喷漆工装夹具,VOC成分应操纵在安全卫生许可证规范范畴内,在自动喷涂地区(无人区)应操纵在消防安全浓度值下列(即易燃气体爆炸下限浓度值的25%以下)。
2、闪干烘干房的有机废气运用
对于水性油漆喷漆的生产车间,其色漆一般为水性油漆,喷漆后需进到水汽烘干炉开展烘烤,一般温度会在80℃上下,选用燃气作为机械能对气体开展加温解决,其造成的有机废气一般直接排放到空气中。伴随着在我国在生态环境保护层面法律法规管理制度的日趋完善化,针对工业废气中VOC成分作出了明确的要求,故水汽烘干炉中造成的有机废气也需开展集中焚烧处理。假如将有机废气立即送至有机废气焚烧处理系统软件点燃,有机废气包括的VOC浓度值较低,需解决的排风量很大,燃气使用量很大;假如将这种气体与喷漆室内的有机废气紧密结合,混合以后的有机废气温度较高,非常容易导致萃取转筒效率的缺失。为避免降低转轮的一切正常使用年限,一般会把闪干烘干房排出来的有机废气发热量用在新风系统的加温解决上。
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
粉末涂装工艺适合大批量很少换色的生产,自行车行业要应用的产品也要是能足够大的订单(一个颜色订单量少,换色太频繁)。还有就是低温固化,不仅可以减少碳排放,同时可以适合与更多的油漆、贴纸配套。这两年粉末涂料的金属装饰效果、低温化以及粉末设备的快速换色工艺精进,有很大突破,已经有厂家开发出130℃/20min固化的粉末,30~40μm膜厚的粉末涂料、以及实现10min快速换色,粉末涂料在自行车行业的应用制约会越来越少。
1.2 UV固化涂料
UV固化是早应用于木板行业的涂装工艺,其特点是固化速度极快,但耐冲击性差。传统涂料设计为室内产品,选择的树脂耐候性较差,有完全无溶剂的也有加入一部分溶剂调整作业性的。固化需要UV光照射,对工件的形状有一定的要求,或者对灯管的布设位置要求较高,要能够喷到漆的地方都照射到才能确保固化完全。近些年有涂料厂家也开始研发室外型的UV固化涂料,自行车行业国内还没有报道有使用的,在台湾有公司在使用。
1.3高固体分涂料
自行车常用的油性涂料,一般固体分在50%左右,金属效果要求高的珠银粉漆在40%左右,稀释后固体分大多在20%~30%之间。针对底漆与金油,开发固体分在65%以上的高固体分涂料,减少溶剂含量,从而减少VOC的排放量。80%以上固含的高固体分涂料,研究过程发现,满足施工黏度要求的涂料其固化程度不够,性能达不到要求,还待持续研究。




















