






关键词 |
热收缩包装机回收厂家,热收缩包装机回收价格,热收缩包装机回收厂家,热收缩包装机回收厂家 |
面向地区 |
全国 |
远红外热收缩机是目前国内新型的自动连续收缩包装设备,采用石英远红外管加热,节电(节电15%以上);收缩温度和电机传动速度稳定可调,且调节范围广;滚筒自转装置,可连续工作。故热收缩机具有设计,性能稳定可靠,节电,收缩效果好,结构新颖美观,操作维修方便等特点,可适用于任何收缩薄膜的收缩包装。比以往的收缩机性能更好,包装效果更好,放心使用.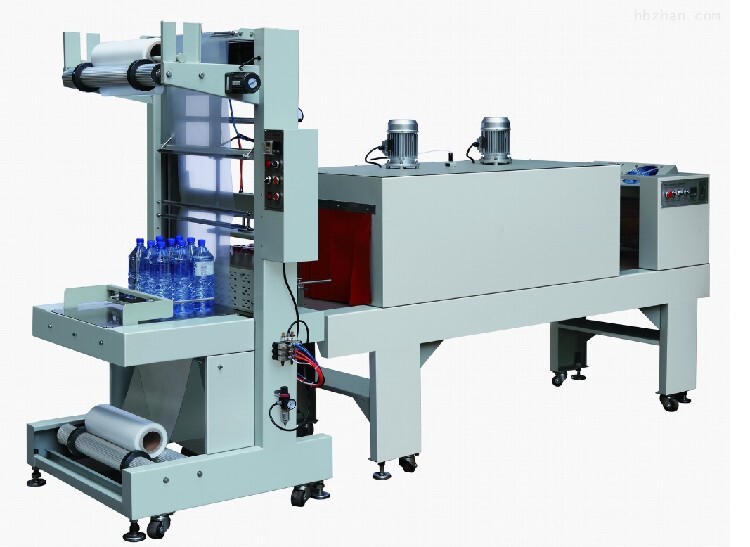
产品优点
① 采用远红外线直接加热;
② 设备体型小巧,预热时间短、省电;
③ 电子无级变速调温;
④ 收缩不影响包装物品的品质而能收缩包装;
⑤ 适用于规则或不规则物品的包装
热收缩包装机在包装生产时膜料易偏移并无法正常送料,这会使热收缩包装机不能正常对物件进行热收缩包装,那么可以调整膜卷位置和张力平衡杆,如果两者均无效,可通过调整上三角板的角度来解决。如上层膜料偏离夹料链条,可将上三角板向顺时针方向调整;如下层膜料偏离夹料链条,可将上三角板向逆时针方向调整。这样就可以解决这一故障问题。
工艺流程
1、 对机器设定好加热时间
2、 按下手动者自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。
3、 烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。
4、 定时结束,烘箱汽缸电磁阀断电。
5、 依据工作方式标志位,决定是否继续下一个工作流程。
1、中文触摸屏控制,操作更简单;
2、产品包装,打印日期一次完成。节省时间,节省成本;
3、优化构造设计,拆装,清洗更方便;
4、横、纵封温度立控制,更好适应各种包材;
5、智能设计,无下料时,不包空装;
包装出现皱纹的现象,在收缩包装中经常会出现,没有一个的解决方式。通常会考虑到以下这些问题:
1、收缩温度不够。
处理方法:调高温度(上部皱的多,就调高上加热温度,反之就调下加热温度);如果温度够高,尝试调慢输送带的速度,让产品在收缩隧道的时间长一点,会改善收缩效果。
2、经过上述处理方法仍然不能解决问题的话,会不会是收缩膜的质量不好?如果收缩比例较小,韧性不够的话,就只有换好的收缩膜了。
3、如果经过上述处理问题还存在的话,就是机器老化,或者使用的机器属于不合格产品,热烘道温度不均匀、热风流速太小。更换成质量好的热收缩包装机。
热收缩机的输送网不转:
▲ 输送开关失灵,更换;
▲ 调速控制板坏,更换;
▲ 电位器坏,更换;
▲ 输送电机损坏,更换;
▲ 输送机构卡住,检查后排除故障。
热收缩机的收缩室无加热现象:
▲ 加热开关接触不良,更换开关;
▲ 室内电线老化短路,更换电线;
▲ 电热管线头未接实或电热管损坏;
▲ 调温控制板损坏,更换;
▲ 电位器坏,更换。
热收缩包装机工作原理就是利用热收缩膜在受热状态下,原分子之间不规则的排列发生了变化,在红外线等热辐射下,塑料分子重新紧密排列,从而使原有面积大大缩小,紧附于产品表面达到包装目的。应用于:食品、软件、医药、饮料、烟草、日化、汽车、线缆、化妆品、电子等大批量产品收缩包装。
安装膜料时,请将电源处于断开状态,这样有操作起来比较安全。
A、将膜料置于机器上方的两只滚轮上,注意膜料的开口部分朝向机器的里边,即左边,并使其处于中心位置,为防止膜料左右移动,应调节膜料两端的护杆,使其刚好贴在膜料的两端面,护杆的角度要适当。
b.把打孔装置的控制杆把手(机器右上边)向下拉90度。
C、将膜料依图一所示的箭头方向徐徐拉下,通过各滚轮。
D、通过滚轮之后,将膜料拉出约一公尺,然后从皮带输送器部分穿过三角形展开器进行穿膜工作。
E、将膜料朝三角形展开器的前方拉开。
F、将膜料反折朝向输送皮带。
G、先将膜料穿过上三角形展开器,然后将膜料穿过下三角形展开器。
H、上下膜料一起穿出后,拉出少许,然后将膜料的开口部分牵引至拉废料链条(皮带)的进口处。
I、当膜料顺利通过各滚轮及上、下三角板之后,将打孔控制杆回归原位。(否则机器无法工作,即薄膜不能送出。)
接通电源,并打开电源开关,根据膜料的材质及厚度,调节纵、横温控仪至合适的温度,一般设定在200℃左右为宜。
热收缩包装机的温度和速度有效的配合能够提高包装效率,一般情况下热收缩包装机的速度越高,为了减少产品在收缩炉内的时间,避免热收缩膜长时间受热变形,或者加热过多收缩膜容易出现破洞的现象,所以温度越高也就间接的要求热收缩包装机的输送速度越快,进而热收缩包装机的收缩速度越快。热收缩包装机的包装速度也和热收缩膜的厚薄,收缩率有关系,收缩膜越后就就要求热热收缩包装机的温度越高,或者输送速度越慢。收缩率与热收缩膜的质量,经过加热和降温的过程使热收缩膜在原有的面积比例上缩小。

















